
Abstract
Spider silk exhibits an excellent combination of high strength and toughness, which originates from the hierarchical self-assembled structure of spidroin during fiber spinning. In this work, superfine nanofibrils are established in polyelectrolyte artificial spider silk by optimizing the flexibility of polymer chains, which exhibits combination of breaking strength and toughness ranging from 1.83 GPa and 238 MJ m−3 to 0.53 GPa and 700 MJ m−3, respectively. This is achieved by introducing ions to control the dissociation of polymer chains and evaporation-induced self-assembly under external stress. In addition, the artificial spider silk possesses thermally-driven supercontraction ability. This work provides inspiration for the design of high-performance fiber materials.
Similar content being viewed by others

Introduction
Acting over evolutionary time scales, nature has generated astonishing nanostructures via the self-assembly of bio-macromolecules, yielding diverse tough materials with extraordinary mechanical properties1,2,3,4. Spider silk exhibits an excellent combination of mechanical strength and toughness, which originates from the hierarchical structure assembled by the protein peptide chains. The hierarchical structures of spider silk include nanofibrils with spiral structure formed by highly oriented peptide chains, β-sheet crystallites serving as physical cross-linking sites, hydrogen bonding to dissipate energy, and sheath-core architecture with rigid sheath and soft core5. By mimicking some of these structural characteristics, great achievements have been realized in preparation of artificial spider silks with high strength and toughness by employing spidroin proteins and peptides6,7, carbon nanotube/polymer composite fibers8,9, and hydrogel fibers10,11.
Artificial spider silks based on non-peptide synthetic polymers are prepared by mimicking the hierarchical structure of the spider silk, including sheath-core12,13, spiral alignment by inserting twist14,15, cross-linking11,16, and combination of the above structures10,17. Among these methods, draw-spinning of the polymer hydrogel fibers are proven to be an effective way to prepare spider-silk-like mechanical properties, with hierarchical structures including sheath-core and spiral alignment10, internal cross-linking and hydrogen bonding17, buckled sheath18, and adhesiveness19. Until now, to modulate the assembly of molecular chains in the hierarchical structure of the polymer artificial spider silk is still an on-going challenge to further improve the fiber mechanical properties.
The nanofibrils, especially the nanodomain size of 2–6 nm achieved by self-assembly of the polypeptide chains in natural spider silk is considered as an important origin for its excellent mechanical strength and toughness20,21. Similarly, the mechanical properties of a fiber depend on the self-assembled structure17,22,23 and degree of alignment of the molecular chains24,25,26. The ordered arrangement of molecular chains can increase the fiber mechanical strength, and the self-assembled nanofibrils can inhibit crack propagation during deformation, thereby increasing energy dissipation27,28,29. Therefore, being able to precisely control the self-assembly of molecular chains in nanostructures is key to improving the fiber mechanical strength and toughness30. Although assembly of polymer chains into nanofibrils were observed in polymer materials31,32, it is still a challenge to regulate the self-assembly of nanofibrils in the hierarchical structure of the polymer artificial spider silk to achieve excellent mechanical properties.
In this work, a robust artificial spider silk was prepared by establishing superfine nanofibrils by optimizing the molecular chain flexibility to modify the self-assembling process. An increased degree of molecular chain alignment of polyelectrolyte was achieved through an increased dissociation degree during solvent evaporation under external stress, resulting in excellent tunable mechanical properties. For example, the polyacrylic acid fiber (PAF) exhibited a combination of mechanical strength and toughness ranging from 1.83 GPa and 238 MJ m−3 to 0.53 GPa and 700 MJ m−3, respectively. A nanodomain size of 5.2 nm were observed in the self-assembly structure, approaching that of natural spider silk20, which is considered as an important origin for improving the mechanical strength and toughness.
A thermally driven supercontraction behavior was observed for the PAF-based artificial spider silk. Interestingly, the establishment of superfine nanofibrils provided the obtained PAF-based artificial spider silk highly increased actuation properties. The PAF exhibited the maximum actuation stress of 65 MPa, and the maximum work capacity of 2.77 J g−1 for the optimized dissociation degree. Further, twist insertion followed by cross-linking produced coiled artificial muscles with reversible actuation. The current work provides a design strategy for high-performance, smart fibers for use in soft robotics, flexible electronics and intelligent devices.
Results
Establishing nanofibrils for hierarchically structured polyelectrolyte artificial spider silk
The polypeptide chains of the spindroins exhibited high flexibility in the spinning dope of the spider, which self-assembles into fine nanofibrils during spinning into the spider silk exhibiting hierarchical structure. Here we investigated the establishment of superfine nanofibrils of polyelectrolyte artificial spider silk by optimizing the polymer chain flexibility (Fig. 1). The artificial spider silk was prepared from hydrophilic polymer electrolytes, such as poly(acrylic acid) (PAA), polyacrylamide (PAM), and poly(2-(Dimethylamino)ethyl methacrylate) (PDMAEMA). The PAF was prepared as follows. A 0.5-mm-diameter capillary tube was filled with a mixture solution for polymerization, which contained the monomer acrylic acid (40 wt%) and the initiator ammonium persulfate (0.2 wt% relative to AA). It was subjected to photo-polymerization under an ultraviolet (UV) lamp with 365-nm wavelength (20 W) for 2 h, and then the capillary tube was broken in the middle to pull out the PAF. The as-prepared wet PAF contained 55.3% of water and was highly elastic; it could return to the initial length by releasing the applied stress and could be repeatedly stretched multiple times. To obtain a dry PAF, the wet PAF was stretched to thirteen times its initial length (1200% strain) and then dried in an oven at 60 °C (Supplementary Fig. 1). The PAF retained its elongated length for a drying time longer than 5 min. The PAF exhibited a sheath-core structure under the reflection mode of the Metallographic microscope (Supplementary Fig. 2a). The fiber sheath contains less water and shows less transparent, and therefore exhibited a high modulus. The fiber core is highly transparent and contains large amount of water, and therefore exhibited a low modulus and elasticity. Such a sheath-core structure provides a rigid-yet-flexible architecture. Accompanying with the hydrogen bonding network between polymer chains, this provides a good platform for establishing hierarchical structures for polymer artificial spider silk. With increase of the drying time from 5 to 60 min, we observed an increment of the fiber sheath and a decrement of the fiber core, with fiber sheath-ratio increased from 31 to 77%. As the drying time increased from 0.5 h to 3 h, the water content decreased monotonically from 11.7% to 5.4% and reached a plateau. The breaking strength of the PAF increased monotonically from 0.25 GPa to reach a plateau value of 0.37 GPa, and the PAF exhibited the maximum fracture strain (86%) and toughness (200 MJ m−3) at a water content of 8.9% for a drying time of 2 h; both the fracture strain and toughness decreased with a further decrease in the water content (Supplementary Fig. 2b).

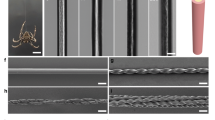
a Schematic of the spinning of spider silk and the PAFα artificial spider silk. The modulation of the nanofibrils of the PAFα achieved by tuning the polymer chain flexibility, which in turns is obtained by changing the dissociation degree. b, c The coarse-grained MD simulations show that the polymer chain clusters transform from a multi-branched shape to highly dissociated as α increases from 0% to 25%. d AFM image of the longitudinal-sectional nanofibrils of the PAF0.17%. e Comparison of the breaking stress and toughness of the artificial spider silk fibers in this work with those of typical robust fiber materials reported in the literature. f Comparison of the actuation stress and mechanical strength of the drawn-spun PAF1.1% prepared in this work with those of typical thermoresponsive shape memory polymers artificial muscles reported in the literature.
We then characterized the nanofibril structure of the PAF via water-evaporation-induced self-assembly under external stress. Microstripes with a width of 5.2 μm were observed on the PAF surface aligned along the fiber axis, and spider-silk-like nanofibrils with a width of 34 nm were observed in the longitudinal cross section for a drying time of 3 h (Fig. 1d and Supplementary Fig. 3). The PAF dried without being subjected to a pre-strain (control sample) showed a smooth surface (Supplementary Fig. 4). Under uniaxial tension, the polymer chains orients along the direction of stretching and further drying facilitates the polymer chains easily aggregated to form nanofibrils under the confined configuration through intermolecular hydrogen bonds. As the drying time increased, the nanofibrils became increasingly evident and aligned more and more closely, gradually converging to the parallel state, which manifested that the polymer chains inside the fiber became more ordered. The POM images show that the PAF exhibited increasing birefringence with increasing drying time (Supplementary Fig. 5), confirming increased polymer chain alignment along the fiber axial direction during water evaporation. After tensile failure, the nanofibrils were observed to be pulled out of the fiber cross section, which represents a typical ductile fracture behavior and contributes to the fiber toughness33,34 (Supplementary Fig. 6).
Modulating the nanofibrils structure and the mechanical properties by controlling the dissociation degree
The aligned nanofibrils is key for improving the fiber mechanical properties, which can effectively increase the fiber strength and inhibit crack propagation during deformation. Therefore, we attempted to modulate the size and alignment of the nanofibrils in the hierarchically structured artificial spider silk by tuning the molecular chain flexibility to enhance the mechanical properties of the fibers. The polyacrylic acid chains with a higher dissociation degree exhibited an increased binding affinity of the water molecules and therefore showed higher molecular flexibility, favoring the re-organization of the molecular chains to form nanofibrils. We further optimized the self-assembly of the PAF molecular chains by controlling the dissociation degree (α) of the polyacrylic acid chains by adding an acid or a base. Here, PAFα represents PAF with different dissociation degrees. Adding HCl during the polymerization of acrylic acid resulted in a decreased dissociation degree, while adding NaOH resulted in an increased dissociation degree. For example, α was 0.017% for a molar ratio of acrylic acid to HCl (nAA:nHCl) of 10:1, and it was 4.75% for a molar ratio of acrylic acid to NaOH (nAA:nNaOH) of 10:1 (Supplementary Table 3). With increasing α from 0.17% to 96.5%, the water content of the PAFα increased from 5.4% to 13.2% (Supplementary Table 4).
The mechanical characterization of the PAF revealed that its breaking strength and toughness decreased by adding different types of acids, such as CH3COOH, CH3SO3H, and B(OH)3 (with a molar ratio of each acid to the acrylic acid of 1:8). On the other hand, the breaking strength and toughness of the PAF increased by adding different types of bases, such as LiOH, KOH, and NH3·H2O (with a molar ratio of each base to the acrylic acid of 1:9) (Supplementary Fig. 8, Supplementary Tables 5 and 6). We then systematically investigated the dependence of the fiber mechanical properties on the dissociation degree, especially by adding a base. Unless otherwise specified, NaOH was employed as the base to obtain the PAFα in the following context. PAFα with α values ranging from 1.38% to 96.5% were prepared for the molar ratio of acrylic acid to NaOH (nAA:nNaOH) values ranging from 20:1 to 1:1, respectively. Similarly, PAFα with α values ranging from 0.017% to 0.044% were also prepared for the molar ratio of acrylic acid to HCl (nAA:nHCl) values ranging from 10:1 to 40:1, respectively. As α increased from 0.017% to 4.75%, the breaking strength, fracture strain, toughness, and energy dissipation increased from 0.11 GPa, 54%, 45 MJ m−3, and 33 MJ m−3 to the maximum values of 0.52 GPa, 110%, 390 MJ m−3, and 367 MJ m−3, respectively; they then decreased as α increased further to 96.5% (Fig. 2b and Supplementary Figs. 9 and 10). The dependence of the mechanical properties on the dissociation degree is also applicable to other types of polyelectrolyte fibers, such as the co-polymer of AM and DMAEMA. The p(AM-co-DMAEMA) fibers are weak and fragile; thus, they can be hardly taken out of the capillary. The fibers can be taken out by adding HCl (with 1.5:100 to the monomer mass, with corresponds to α = 8.7%). As α increased from 8.7% to 48.8%, the breaking strength increased from 215 MPa to the maximum value of 364 MPa, and the fracture strain increased from 38.7% to the maximum value of 47.5%; the breaking strength and fracture strain decreased with a further increase in α (Supplementary Fig. 11).

a SEM images showing the evolution of the surface microstrips of the PAF under different α values. Breaking stress, breaking strain, and toughness of the PAFα (b) and the draw-spun PAFα (c). d Breaking stress, breaking strain, and toughness of the draw-spun PAF1.1% under different twist densities. The insets in d show the metallographic microscope image of PAF1.1% with a twist density of 8 turns mm−1. The fiber diameter was 80 µm for b and 5 µm for c and d. The stretch rate in the mechanical tests was 200 mm min−1 for b and 20 mm min−1 for c and 500 mm min−1 for d. e Ratio of the breaking stress, breaking strain, and fracture toughness of a PAFα with a notch to those of a PAFα without a notch (σn/σ0, εn/ε0, and Γn/Γ0, respectively). The optical images in the inset show the notched PAF4.75% before and after breakage. f Comparison of the fracture energy and fracture stress of the notched PAF4.75% prepared in this work with those of typical tough materials reported in the literature. The error bars for b–e represent mean ±SD (n = 5 independent samples).
We next characterized the structure and morphology of the PAFα for different α values by employing atomic force microscopy (AFM), scanning electron microscopy (SEM), polarized optical microscopy (POM), and two-dimensional small-angle X-ray scattering (2D SAXS), 2D wide-angle X-ray scattering (WAXS), and Fourier-transform infrared (FTIR) spectroscopy (Fig. 3). The FTIR spectra indicate that the content of the COO− group (1540 cm−1) increased and that of the COOH group (1700 cm−1) decreased with increase of the dissociation degrees (Supplementary Fig. 7). The POM images show that the color of the PAFα changed initially from cyan to purple and then to yellow with increasing brightness as α increased from 0.028% to 4.75%, indicating an increased degree of molecular chain alignment35; as α increased further to 58.4%, the PAFα exhibited blue color with decreasing brightness (Fig. 3a). SEM was employed to investigate the surface morphology and the nanofibrils in the longitudinal cross section of the PAFα (Fig. 2a and Supplementary Fig. 12 and 13). As α increased from 0.017% to 4.75%, the width of the surface microstripes decreased from 7.6 to 2.8 μm; it then increased to 20 μm as α increased further to 58.4% and finally vanished for α of 96.5%. We next investigated the longitudal sectional morphology of PAFα fiber with different dissociation degrees. Loose and blurry nanofibrils with ridial length larger than 133 nm were observed for α < 0.044%, which would be attributed to the weak aggregation of the polymer chains resulting from decreased hydrogen bonding by addition of HCl. The PAFα showed aligned, denser and thinner nanofibrils with increase of α, which exhibited a minimum nanofibril diameter of 17.7 nm for α of 4.75%. The nanofibril almost disappeared as α further increased to 58.4%, showing a nearly flat fiber longitudal section. The above structural changes of the nanofibrils corresponded well with the dependence of the mechanical properties on the dissociation of the polymer chains. This indicates that appropriate dissociation degree range of the PAFα facilitates the formation of fine nanofibrils, which resulted in the best mechanical properties.

a POM image and b longitudinal sectional AFM phase image of the PAFα with different α values. c AFM phase images of the surface of polyacrylic acid films with different α values that were prepared by bi-axial stretching of a polyacrylic gel. d Orientation degree of the nanofibrils (fn) and nanofibril diameter obtained from the SEM images. e Orientation degree of the molecular chains (fm) and nanofibril diameter obtained from the AFM images. f Nanodomain size obtained from the AFM phase images of the polyacrylic acid films with different α values and the free energy of polymer chain relaxation (Er) obtained from the Arrhenius equation. The error bars for d–f represent mean ± SD (n = 3 independent samples).
The phase image obtained via AFM also shows the presence of nanofibrils along the longitudinal section of the PAFα (Fig. 3b). As α increased from 0.028% to 4.75%, the diameter of the longitudinal-sectional nanofibrils decreased from 189 to 16.1 nm, and it then increased to 316 nm as α increased further to 58.4% (Fig. 3e). In order to observe smaller nanodomains, we prepared flat polyacrylic acid films with different α values and characterized their surface using AFM (Fig. 3c and Supplementary Figs. 14 and 15). The polyacrylic acid film was obtained by biaxially stretching the bulk gel to form a film followed by air drying for 12 h while tethering on a circular frame. The nanodomains were observed for the dried film under AFM. The PAF film showed a uniform morphology with negligible nanodomain for α of 0.017%, and distinct nanodomains were observed as α increased to 0.044%. The nanodomains became more delicate with further increase in α, and the average size decreased to a minimum average value of 5.2 nm at α of 4.75%, approaching to that of the nature spider silk (~4 nm)20. With further increase of α, the nanodomain size dramatically increased, and finally disappeared at α of 96.5%. These results further confirmed that modulating the dissociation degree of polymer chains for high flexibility can achieve delicate nanodomain structure, thus improving the mechanical properties of the artificial silk and film.
We measured the mechanical properties of the PAA films by adjusting the dissociation degree (α). As α increased from 0.017% to 4.75%, the breaking strength increased from 35 to 117 MPa, fracture strain increased from 7.5% to 11.7%, and the toughness increased from 1.33 to 7.65 MJ m−3; as α further increased to 58.4%, we observed a decrease in the breaking strength, fracture strain, and toughness. This indicates that the assembly of the polyelectrolyte polymer chains highly affected the mechanical properties for both fibers and films, which would be applicable for different types of polymer electrolytes, such as PAM and PDMAEMA.
We further investigated the alignment degree of the nanofibrils and polymer chains in the PAFα by employing 2D SAXS and 2D WAXS, respectively (Fig. 3d, e, Supplementary Fig. 16). The orientation degree of the nanofibrils (fn) and the orientation degree of the molecular chains (fm) can be used to quantify the alignment degree of the polymer chains in the PAFα. Here, the orientation degree of the nanofibrils (fn) was calculated from the azimuthal-integrated intensity distribution curves of the 2D SAXS patterns. The fm was calculated as fm = (180° − θh)/180°36, where θh is the angle of the half-width arc integrated from the diffraction intensity of the 2D WAXS pattern of the PAFα. As α increased from 0.028% to 4.75%, fn increased from 90.3% to 93.3%, and it then decreased to 91.1% as α increased further to 58.4% (Fig. 3d). As α increased from 0.028% to 4.75%, fm increased from 36.3% to 56.5%, and it then decreased to 39% as α increased further to 58.4% (Fig. 3e). Thus, modifying the dissociation of polymer chains by adding a base or an acid resulted in possibility of tailoring their flexibility. The moderate dissociation of PAFα favorites the alignment of the polymer chains, favoring the re-organization of the molecular chains to form nanofibrils.
We then calculated the free energy of polymer chain relaxation (Er) of the PAFα, which was obtained by stretching the fiber to a pre-strain of 5% using a mechanical tester to measure the time it took for the stress to decrease to 1/e of the initial stress at different environmental temperatures37 (Fig. 3f and Supplementary Fig. 17). The PAFα showed slower stress relaxation for α of 0.17% and 4.75% than for α of 0.028% or α of 58.4%. For example, the stress relaxation time at 20 °C was 300 s, 166 s, and 36.9 s for α of 0.17%, 4.75%, and 58.4%, respectively. The Er increased from 32.3 to 50.5 kJ mol−1 as α increased from 0.028% to 4.75%, and it then decreased to 40.4 kJ mol−1 as α increased further to 58.4%. The dependence of polymer chain interactions on change of the dissociation degree α corresponds well with that of the size of the nanofibrils and alignment degree of polymer chains with different α values.
Theoretical simulation
To theoretically understand the dependence of the dissociation of the polymer chains on the molecular chain flexibility, we carried out molecular dynamics (MD) calculations by employing the LAMMPS package38,39 and the cluster analysis of different α systems via coarse-grained molecular simulations40. The MD simulation results indicate that the number of hydrogen bonds between the polyacrylic chains decreases with increasing dissociation degree (Supplementary Fig. 18a), which is consistent with the change of the calculated free energy of polymer chain relaxation as a function of dissociation degree. For the PAF0%, the formation of numerous hydrogen bonds between the carboxyl groups results in large multi-branched clusters, and the strong intermolecular interactions hinder the free migration of the chain segments and limit the mobility of the polymer chains. As α increased from 0% to 25%, the clusters transformed from a multi-branched shape to finely dissociated (Fig. 1b, c, Supplementary Data 1). The partial dissociation of the carboxyl groups decreased the density of the hydrogen bonds, and the cations dispersed between the polymer chains increased the intermolecular spacing of the polymer chains and improved the mobility of the polymer chain segments. This favored the ordered alignment of the polymer chains during stretching and dehydration. As α increased further to 50%, the volume of the clusters increased (Supplementary Fig. 19), and the originally dispersed clusters formed aggregates through the interaction of the metal ions with carboxylate, preventing the movement of the polymer chains. The cluster analysis results are in good agreement with the mean squared displacement (MSD) of the polymer centers of mass for different dissociation degrees (Supplementary Fig. 18b). The theoretical modeling results of molecular interactions agree well with the evolution of the nanofibrils structure as observed in SEM and AFM as well as the fiber mechanical strength with the change of the dissociation degree.
Crack-resisting properties of the PAF artificial spider silk
The existence of axial nanofibrils in the PAFα prompted us to investigate its capacity to work in the presence of notches (crack-resisting capacity) for different α values (Fig. 2e and Supplementary Figs. 20 and 21). A 15-µm-deep notch was fabricated in the radial direction of a PAFα with a diameter of 100 µm; then the fiber was stretched using a mechanical tester at a stretch rate of 5 mm/min. A PAFα without the notch was used as the control sample. The mechanical testing results show that the PAF4.75% exhibited excellent notch-resisting capacity (Supplementary Fig. 20). The PAF4.75% exhibited ultra-fine nanofibrils with average diameter of 17.7 nm. In this case, the crack propagation was effectively inhibited, and the nanofibrils were stretched out during mechanical stretching. For comparison, the PAF0.017% and PAF96.5% exhibited sharp cracking cross-section at fiber fracture. Here, the ratio of the breaking strength, breaking strain, and fracture toughness of the PAFα with the notch to those of the PAFα without the notch (σn/σ0, εn/ε0, and Γn/Γ0, respectively) were employed to quantify the crack-resisting capacity. As α increased from 0.017% to 4.75%, σn/σ0, εn/ε0, and Γn/Γ0 increased from 0.42, 0.52, and 0.25 to the maximum values of 0.78, 0.70, and 0.54, respectively, and then decreased with further increase in α (Fig. 2e).
A notch-containing PAF4.75% showed an optimized breaking strength of 0.32 GPa and a fracture energy of 1.65 MJ m−2. Such a combination of high strength and fracture energy is among the best ever reported for crack-resistant materials, such as poly(urethane-urea) elastomers (0.017 GPa and 0.21 MJ m−2, respectively), poly(vinyl alcohol) nanocomposites (0.1 GPa and 0.13 MJ m−2, respectively), poly(1-acrylamido-2-methylpropane sulfonic acid)/poly(N,N-dimethylacrylamide) ionogel (0.0003 GPa and 0.087 MJ m−2, respectively), poly(acrylamide-co-acrylic acid) ionogel (0.012 GPa and 0.024 MJ m−2, respectively), poly(sodium p-styrenesulphonate-co-(methacryloylamino)propyl-trimethylammonium chloride hydrogel (0.002 GPa and 0.004 MJ m−2, respectively), and poly(2-(dimethylamino)ethylacrylate) methyl chloride quaternary salt/poly(methylacrylic acid) microfibers (0.010 GPa and 0.187 MJ m−2, respectively) (Fig. 2f, Supplementary Table 8).
At appropriate dissociation degree (e.g. 4.75%), the polymer chains finely dissociated and are easily aligned with one another during the draw-spinning process. Then, during the water evaporation process, large amount of hydrogen bonding formed between the well-aligned polymer chains. The neighbor polymer chains got closely packed and self-assembled to form nanofibrils. Increasing the alignment degree of the polymer chains in the nanofibril would allow the fiber withstand heavier loading stress along the fiber axis. Bundles of the polymer chains formed a lot of highly aligned nanofibrils. Inside the nanofibirl strong interactions exist between the polymer chains, while the interaction between these nanofibrils are relatively weak. This can be confirmed by the fact that bundles of nanofibrils were pulled off from the longitudinal section of the fiber after fiber fracture. During mechanical stretching of a fiber, in the case that there is a defect on the fiber surface, the nanofibrils in the defect would break to form a crack. The crack would be stopped and would not propagate to the neighbor nanofibrils, because of the relatively weak interaction and less entanglement between the polymer chains in the neighbor nanofibrils. While crack propagation and stress concentration in the defects of a common polymer material is considered as an important mechanical failure mechanism. Consequently, fracture of some nanofibrils of a fiber would not result in immediate breakage of the fiber, which would still withstand the loading stress because of the integrity of the remaining nanofibrils. In addition, the sliding, unfolding, elongation of nanofibrils in the fiber rather than crack all together during mechanical stretching would also help increasing the mechanical strength and toughness. Therefore, we observed increased mechanical strength, strain, and toughness for the fiber with obviously fine nanofibrils that exhibited increased polymer chain alignment.
Improving mechanical properties by drawing fiber through an extensional flow field
The hierarchical structure of spider silk was formed by the spidroin molecules experiencing a series of physical and chemical changes in ever-increasing mechanical stress fields, which contributed to the super-strong mechanical performance of spider silk. Spiders draw spun spider silk directly from the spinning dope, which can directly produce a fiber in air with highly aligned molecular chains and nanofibrils. In order to further improve the mechanical properties of the PAF, we replicate the natural process by subjecting bulk polyacrylic acid gel to an extensional flow field to draw fibers by using a metal wire (Supplementary Fig. 22). A PAF artificial spider silk was directly drawn spun from a bulk gel. Then, the fiber was placed in a 60 °C oven to dry 3 h with both ends taped on a home-made frame. The relative humidity plays an important role in controlling the diameter of the PAF during draw-spinning. As RH increased from 10% to 50%, the diameter of PAF0.17% increased from 5.6 μm to 35.2 μm, and the corresponding fiber sheath ratio decreased from 69.5% to the 50% (Supplementary Fig. 23). The microstripes and nanofibrils were also observed in the fiber surface and longitudinal sectional SEM images. The drawn-spun PAF shows a lower water content (1.9%), higher melting temperature (129.3 °C), and higher orientation degree of the nanofibrils (93.6%) than the PAF (5.4%, 125.0 °C, and 92.4%, respectively). This indicates that drawing spun a PAF artificial spider silk directly from a bulk gel enables the production of thinner and stronger fibers than those obtained from polymerization in a capillary tube.
We next optimized the mechanical properties of the draw-spun PAFα with different α values for various stretch rates during the mechanical measurements and the twist density. The draw-spun PAFα was obtained for α ranging from 0.17% to 2.43%, and the diameter was controlled as 5 ± 1 μm at a stretching rate of 20 mm/min under the relative humidity of 10%. As α increased from 0.17% to 1.1%, the breaking stress, fracture strain, and toughness increased from 0.63 GPa, 32%, and 136 MJ m−3 to the maximum values of 0.87 GPa, 42%, and 272 MJ m−3, respectively; they then decreased with a further increment in α (Fig. 2c, Supplementary Fig. 24). As the stretch rate increased from 100 to 500 mm min−1, the breaking strength of the PAF1.1% increased monotonically from 1.16 to 1.83 GPa, and its fracture strain decreased monotonically from 31% to 18.8%, with the maximum toughness of 262 MJ m−3 obtained at a stretch rate of 300 mm min−1 (Supplementary Fig. 27). We then inserted twist into the PAF in the gel state and dried it to set the shape; this enables the realization of polymer chains with a spiral architecture by inducing a torsional stress in such a gel state41. As the twist was inserted in the fiber in the gel state, after twist insertion, both ends of the twisted fiber were tethered and the fiber was allowed to dry. Then, the inserted twist would be kept in the fiber because of formation of the hydrogen bonds between the polymer chains after water evaporation. We inserted twist in a 95-μm-diameter PAF4.75% that was prepared by photopolymerization in a capillary tube. With increase of the twist density, the orientation degree of nanofibrils and the mechanical strength and toughness increased to a maximum value, and then followed by decrease with further increase in the inserted twist density (Supplementary Fig. 25). As the twist density increased from 0 to 1.0 turns mm−1, the orientation degree increased from 86% to the maximum value of 88.7%, the breaking strength increased from 0.42 GPa to the maximum value of 0.50 GPa, and the toughness increased from 336 MJ m−3 to the maximum value of 498 MJ m−3; the orientation degree, breaking strength and toughness decreased with further increase in the twist density. We also insert twist in a drawn-spun PAF1.1% and investigated its mechanical properties. With increase in the twist density, the alignment degree of nanofibrils and mechanical strength monotonically decreased, the breaking strain and toughness monotonically increased (Supplementary Fig. 26). This would result from the fact that the molecular chains are already well-aligned in the drawn-spun PAF1.1%, and twist insertion resulted in spiral configuration of the polymer chains. As the twist density increased from 0 to 16 turns mm−1, the fracture strain of the PAF1.1% increased monotonically from 18.8% to 35.8%, and the breaking stress decreased monotonically from 1.83 to 1.21 GPa, with the maximum toughness of 339 MJ m−3 obtained at the twist density of 12 turns mm−1 (Fig. 2d).
By optimizing the flexibility of polymer chains, fiber preparation process, and characterization conditions, the PAFα exhibited combination of breaking strength and toughness ranging from 1.83 GPa and 238 MJ m−3 for α of 1.1% (Fig. 2d) to 0.53 GPa and 700 MJ m−3 for α of 4.75% (Supplementary Fig. 8e, f). Such a combination of high mechanical strength and toughness is the best among the currently reported artificial fiber materials, such as chimeric protein fibers (0.60 GPa and 113 MJ m−3, respectively), amyloid protein fibers (0.86 GPa and 160 MJm−3, respectively), cellulose nanofibrils/spidroin protein fibers (0.47 GPa and 32 MJ m−3, respectively), hydroxyapatite/polyvinyl alcohol/sodium alginate fibers (0.95 GPa and 296 J g−1, respectively), poly(urethane-urea) fibers (0.07 GPa and 390 MJ m−3, respectively), and hydroxyapatite/polyurethane fibers (0.44 GPa and 640 MJ m−3, respectively) (Fig. 1e, Supplementary Table 7). The nanofibril size resulted excellent mechanical properties, which is among the best of the currently reported artificial fiber materials, such as supermolecular fiber (100 nm, 0.193 GPa, respectively), regenerated B. mori silk fiber (100 nm, 0.4 GPa, respectively), protein/genipin fiber (38.4 nm, 0.02 GPa, respectively), and regenerated spidroins fiber (100 nm, 0.3 GPa, respectively) (Supplementary Table 9).
PAFα artificial spider silk for artificial muscles
The spider silk exhibited moisture-driven supercontraction behavior, showing a decreased length in high-humidity environments42. During such a process, the highly aligned molecular chains that are frozen in the spider silk become highly flexible and transform into random coils. Inspired by such a phenomenon, moisture driven supercontraction was observed for the hydrogel fibers, which was considered for employing as artificial muscles18,43. Thermally driven polymer actuators were reported for various applications with the aid of metal nanowire heater, such as color-changing and anisotropic soft actuators44, photomechanical nanowire actuators45, and directional transparent shape morphing actuators46. By considering that the PAFα fibers exhibited highly aligned molecular chains, and heat can disrupt the H-bonds to increase the molecular chain mobility, so that the molecular entropy would be possible to drive the highly aligned molecular chains to rearrange to lower energetic configuration. Until now the thermally driven supercontraction of hydrogel fibers was rarely reported.
We here report the thermally driven supercontraction behavior of the PAFα-based artificial spider silk (Fig. 4). A 95-μm-diameter PAF4.75% prepared in a capillary tube with a pre-strain of 1200% was dried in air at an RH of 10% for 15 min to set the length. Heating this PAF4.75% to 100 °C caused the fiber to contract by 88% (also called supercontraction degree) within 10 s to reach a plateau (Supplementary Fig. 29); this is ascribed to the increased molecular chain flexibility at an elevated temperature47 and can be employed in the realization of irreversible artificial muscles for actuation. TGA showed good stability for the investigated thermal actuation temperature range (Supplementary Fig. 28). We also investigated the actuation stroke of the 30-μm-diameter drawn-spun PAF1.1% at different temperatures between 40 °C to 100 °C without loading a mass (Supplementary Fig. 32). The drawn-spun PAF1.1% contracted by 38.3% in 8.0 s at 40 °C and reach a plateau. The response time decreased from 8.0 s to 2.0 s as the actuation temperature increased from 40 °C to 100 °C, corresponding to a maximum actuation speed increasing from 12.2% s−1 to 173.8% s−1. We investigated the supercontraction performance of PAFα with different α values, and also correlated with alignment degree of molecular chains and nanofibrils. As α increased from 0.017% to 4.75%, the actuation strain increased from 8.9% to the maximum value of 65%, and the work capacity increased from 0.2 J g−1 to the maximum value of 1.5 J g−1, by heating the PAFα loaded with 2.7 MPa from 25 °C to 100 °C; at the same time, the orientation degree of molecular chains (fm) increased from 36.3% to the maximum value of 56.5%, and the orientation degree of nanofibrils (fn) increased from 90.3% to the maximum value of 93.3%; as α further increased to 21.9%, we observed decrease of the actuation strain, work capacity, fm, and fn (Fig. 4c, Supplementary Fig. 30). Interestingly, a buckled surface was observed for the PAFα after supercontraction, with the smallest buckle width (1.0 μm) obtained for α of 4.75% (Fig. 4b). The occurrence of surface buckling reflects the presence of a sheath–core structure; indeed, it is the mechanical mismatch between the rigid sheath and the elastic core during contraction that causes the surface buckling of the PAFα.

a Photographs of a 95-μm-diameter PAF4.75% before and after actuation (lifting a 2.0-g load). b SEM images of the PAFα with different α values after actuation. c The dependence of the actuation strain, work capacity, the orientation degree of molecular chains (fm), and the orientation degree of nanofibrils (fn) of the PAFα on α values. The PAFα was loaded with 2.7 MPa by heating from 25 °C to 100 °C for actuation. d Actuation stroke of the PAF4.75% under an isobaric load of 1.45 MPa as a function of the number of cycles. The inset shows the schematic of the process. e Actuation stroke and work capacity of a 5-μm drawn-spun PAF1.1% as a function of isobarically loaded stress. The actuation temperature was 100 °C. f Contractile actuation stress of the drawn-spun PAF1.1% as a function of time by heating 25 °C to 120 °C by employing two-parallel heating plates measured on the mechanical tester. The drawn-spun PAF1.1% was both-end tethered on the holder of the mechanical tester to obtain the actuation stress. g Comparison of the work capacity and actuation stroke of the drawn-spun PAF1.1% prepared in this work with those of typical artificial hydrogel muscles reported in the literature. The error bars for c and e represent mean ± SD (n = 3 independent samples).
We inserted twist in the 95-μm-diameter PAF4.75% that was prepared by photopolymerization in a capillary tube to different twist densities, and investigated the fiber’s actuation performance at an actuation temperature of 100 °C under different loading stresses (Supplementary Fig. 31). As the twist density increased from 0 to 1.0 turns mm−1 for the PAF4.75% under the loading stress of 3.53 MPa, the actuation stroke increased from 40.9% to the maximum value of 58.5%, and the work capacity increased from 1.33 to the maximum value of 1.68 J g−1; with further increase of the twist density, the actuation stroke and the work capacity decreased. This showed the same dependence of fiber mechanical strength on the twist density. There are two effects of the polymer chain orientation by twist insertion of the PAFα fiber in the gel state. The polymer chains exhibited a random coil morphology in the as prepared fiber. During twist insertion the polymer chains exhibited a spiral alignment under the torsional stress. The increased orientation of the polymer chains increased the mechanical stress and the actuation stress, while spiral architecture of the polymer chains resulted in a twist angle between the polymer chain orientation and the fiber axial direction, causing a decrement in the axial contribution of the mechanical stress and the actuation stress. Therefore, with increase of the inserted twist density, the work capacity of the PAFα first increased to a maximum value and then decreased.
A 95-μm-diameter PAFα loaded with 1.45 MPa mass at room temperature (25°C) was heated to 100 °C to allow supercontraction to the maximum actuation stroke. Then, the PAFα was cooled to room temperature, and the fiber would keep at this contracted length. The PAFα was then exposed to ultrasonically generated water fog (95% relative humidity) and re-stretched to the initial length, followed by air-drying for 15 min to set the length. The above cycling process was repeated for 50 times. The schematic of the above process was shown in the inset of Fig. 4d.
We obtained optimized actuation stress by employing the drawn-spun PAFα with different diameters, by directly measuring the actuation stress on the mechanical tester. This was realized by holding the both ends of the PAFα on the clamp of the mechanical tester and heating the fiber to an elevated temperature via two-parallel heating plates. The drawn-spun PAF1.1% with diameter of 75, 50, 30 and 5 μm were investigated. As the diameter of the PAF1.1% decreased from 75 to 5 μm, the actuation stress increased from 13.6 to 65 MPa, which is in the same level of the actuation stress of the natural spider silk (~80 MPa)48. We further investigated the load-lifting capacity of the 5 μm-diameter drawn-spun PAF1.1%. The 5-μm-diameter drawn-spun PAF1.1% can lift a 9.33 MPa load by an actuation stroke of 37.5%, corresponding to an actuation work capacity of 2.77 J g−1; it also can lift a load of 18.6 MPa by an actuation stroke of 11%, corresponding to an actuation work capacity of 1.58 J g−1 (Fig. 4e, f).
Because PAFα has been dried in an oven at 60 °C before measuring the mechanical and actuation performance, it is not a hydrogel material. The combination of breaking strength (1.8 GPa) and actuation stress (65 MPa) of the PAFα is among the best of the actuation materials including hydrogel materials and shape memory polymer materials, such as PAAM/PAA/cellulose nanocrystals fibers (0.065 GPa for breaking strength and 0.24 MPa for actuation stress), PAA/cotton fibers (0.15 GPa for breaking strength and 0.03 MPa for actuation stress), and PAA/carbon nanotube fibers (0.2 GPa for breaking strength and 0.01 MPa for actuation stress), COCe-PE bimorph fiber (0.0258 GPa for breaking strength and 5 MPa for actuation stress), block polymer (0.146 GPa for breaking strength and 5.5 MPa for actuation stress), LCE-Graphene fiber (0.09 GPa for breaking strength and 1.23 MPa for actuation stress) (Fig. 4g and Fig. 1f, Supplementary Tables S10 and S11).
The heating-induced supercontraction of PAFα should be ascribed to the morphology change of the highly oriented molecular chains (exhibiting low entropy state) to the low oriented molecular chains (exhibiting high entropy state). This process is similar to the shape memory behavior, and the proposed mechanism is as follows. The as-prepared PAFα after polymerization contains a large amount of water molecules, and the hydrogen bonding between the polymer chains was disrupted by the water molecules. Therefore, the fiber exhibited high elasticity, and the molecule chains exhibited low orientation and high entropy. Then, the as-prepared PAFα was pre-stretched to an elongated length and air dried. The molecular chains after pre-stretch exhibited high orientation and low entropy. After water evaporation, the hydrogen bonding between the polymer chains was re-constructed, and the PAFα kept at this elongated length. By heating, the hydrogen bonding between the polymer chains was disrupted at an elevated temperature, and the polymer chains spontaneously changed to the morphology with low orientation degree (exhibiting high entropy). Supplementary Fig. 33 shows the 2D WAXS patterns before and after thermally driven supercontraction, which shows decreased anisotropy and alignment degree of molecular chains after thermally driven supercontraction.
Different from the common shape-memory polymer materials, after thermally driven supercontraction, the hydrogel-based PAFα can be easily re-strained to the elongated length after wetting, followed by air-dry to set the shape for the next round of supercontraction by heating. Such a process is a synergistic combination of entropy-driven morphology change of polymer chains and the breaking and re-formation of hydrogen bonding between the polymer chains of the PAFα. Negligible decay of the actuation performance of the PAFα was observed for 50 cycles of thermally driven supercontraction (Fig. 4d). Moreover, because the PAFα exhibited spider-silk-like hierarchical structure with tunable nanofibrils of the polymer chains, we further optimized the supercontraction capacity of the PAFα, which exhibited excellent actuation performance with maximum actuation stress up to 65 MPa (Fig. 4f).
To achieve two-way reversible actuation, twist was inserted in the PAFα to form self-coil or mandrel-coil architectures (Supplementary Figs. 34 and 35). Briefly, taking the PAF4.75% as an example, the PAF4.75% was polymerized in a capillary tube, prestrained to 1200%, and air-dried for 15 min at RH 10% to obtain a 95-μm-diameter fiber. To prepare a self-coiled artificial muscle, we insert twist (4.5 turns mm−1) into a 95-μm-diameter PAFα until fiber coiling under a constant load of 3.3 MPa, followed by cross-linking by employing Zr4+ to set the coiled shape to obtain a self-supporting artificial muscle with spring index of 1.17. We then measured the actuation stress of the self-coiled PAF4.75% by tethering the both-ends of the sample on the mechanical tester. By heating the self-coiled PAF4.75% artificial muscle from 25 °C to 120 °C, an actuation stress of 9.0 MPa was obtained, which was repeated for several heating-cooling cycles (Supplementary Fig. 34).
In addition, we also prepared mandrel-coiled artificial muscles by wrapping the twisted PAF4.75% (2.0 turns mm−1) around a mandrel, followed by cross-linking via Zr4+ to set the coiled shape (Supplementary Fig. 35). The actuation performances were investigated for the homochiral PAF4.75% artificial muscles with different twist densities and spring index. The mandrel-coiled PAF4.75% artificial muscles exhibited high reversibility during repeated heating and cooling cycles. We measured the dependence of actuation stroke of the mandrel-coiled self-supporting PAF4.75% artificial muscle with different twist densities and spring indexes without a load. The actuation stroke increased from 25% to 65% as the spring index increased from 10 to 50 for the mandrel-coiled PAF4.75% artificial muscle with twist density of 2.0 turns mm−1. The actuation stroke increased from 20% to 65% as the twist density increased from 1.0 to 3.0 turns mm−1 for the mandrel-coiled PAF4.75% artificial muscle with spring index of 30.
Discussion
In summary, an artificial spider silk was prepared by tuning the dissociation degree of the PAFα to modulate its molecular chain flexibility and self-assembly, establishing superfine nanodomain size (5.2 nm), achieving extraordinary combination of breaking strength of 1.83 GPa and toughness of 238 MJ m−3. In addition, the PAFα exhibited an exceptional thermally driven supercontraction behavior, and the establishment of the nanofibrils highly increased the actuation performance, reaching a work capacity of 2.77 J g−1 and an actuation stress of 65 MPa. The design strategy of the PAFα-based artificial spider silk proposed in this work could be beneficial to numerous different applications, including energy absorption and damping, high-performance composites, space exploration, and the landing on the Moon or Mars. The actuation capacity of this artificial spider silk could enable the realization of multifunctional artificial muscles, smart fibers, soft robotics, and other bionic applications. The strategy of tailoring the polymer chain flexibility to modify the nanofibrils would inspire design possibilities in 3D printing, biomimetic smart materials, and hierarchical structural materials.
Methods
Preparation of the PAFα-based artificial spider silk
The PAFα was prepared through the free-radical polymerization of a mixture solution of acrylic acid (40 wt%), sodium hydroxide (or hydrochloric acid), and photo initiator ammonium persulfate (with a mass ratio of 0.2:100 to the acrylic acid) in a 0.5-mm-diameter capillary tube under 365-nm UV-light irradiation for 2 h. Then, the capillary tube was broken in the middle to extract the hydrogel fiber, which was stretched to impose the desired strain and dried for 3 h at 60 °C with both ends tethered on a homemade frame to obtain the PAFα. The draw-spun PAF was prepared by dipping a 0.1-mm-diameter metal wire into the above bulk gel, which was then extracted at a speed of 4 cm s−1.
Preparation of the p(AM-co-DMAEMA) fiber
AM and DMAEMA with a molar ratio of 12:1 were employed as the monomers, silica nanoparticles functionalized with vinyl groups were employed as the crosslinker (SNV, with a mass ratio of 0.6:100 to the monomer; the total mass content of the monomer was 23%), and ammonium persulfate (APS) was employed as the initiator (with mass ratio of 0.5:100 to the monomer). The polymerization process was carried out for 5 min at 40 °C oven. The SNV was prepared through the hydrolysis of vinyltriethoxysilane (11.2 wt%) in distilled water for 12 h under stirring at room temperature.
Preparation of the polyacrylic acid films with different α values
The bulk polyacrylic acid gel (10 × 10 × 0.2 mm3) was biaxially stretched to form a film with a thickness of 12 μm and then air dried for 12 h at RH = 35% with the film tethered on a home-made 20-mm-diameter circular frame. The film was then employed for AFM characterization.
Statistical analysis
Each experiment was repeated at least three times independently with similar results. All data are expressed as the mean ± standard deviation (SD). NanoScope Analysis 1.8 software was used for AFM images analysis. ImageJ software was used for SEM images analysis. Fit 2D software was used for 2D SAXS analysis. The general area detector diffraction system (GADDS) software was used for 2D WAXS analysis.
Data availability
The data that support the findings of this study are available within the article and Supplementary Information files, or available from the corresponding authors on request. Source data are provided with this paper.
References
Fang, Y. et al. Dissecting biological and synthetic soft–hard interfaces for tissue-like systems. Chem. Rev. 122, 5233–5276 (2022).
Liu, Y., He, K., Chen, G., Leow, W. R. & Chen, X. D. Nature-inspired structural materials for flexible electronic devices. Chem. Rev. 117, 12893–12941 (2017).
Nepal, D. et al. Hierarchically structured bioinspired nanocomposites. Nat. Mater. 22, 18–35 (2023).
Wegst, U. G., Bai, H., Saiz, E., Tomsia, A. P. & Ritchie, R. O. Bioinspired structural materials. Nat. Mater. 14, 23–36 (2015).
Lefèvre, T. & Auger, M. Spider silk as a blueprint for greener materials: a review. Int. Mater. Rev. 61, 127–153 (2016).
He, H. et al. Mechanically Strong Globular-Protein-Based Fibers Obtained Using a Microfluidic Spinning Technique. Angew. Chem. Int. Ed. 59, 4344–4348 (2020).
Li, Y. et al. Bioinspired and mechanically strong fibers based on engineered non‐spider chimeric proteins. Angew. Chem. Int. Ed. 132, 1–6 (2020).
Blond, D., McCarthy, D. N., Blau, W. J. & Coleman, J. N. Toughening of artificial silk by incorporation of carbon nanotubes. Biomacromolecules 8, 3973–3976 (2007).
Pan, L. et al. A supertough electro-tendon based on spider silk composites. Nat. Commun. 11, 1–9 (2020).
Dou, Y. et al. Artificial spider silk from ion-doped and twisted core-sheath hydrogel fibres. Nat. Commun. 10, 5293 (2019).
Wu, Y. et al. Bioinspired supramolecular fibers drawn from a multiphase self-assembled hydrogel. PNAS 114, 8163–8168 (2017).
Chen, G. et al. Integrated dynamic wet spinning of core-sheath hydrogel fibers for optical-to-brain/tissue communications. Natl Sci. Rev. 8, nwaa209 (2021).
Cooper, C. B. et al. Toughening stretchable fibers via serial fracturing of a metallic core. Sci. Adv. 5, eaat4600 (2019).
Yu, Y. et al. Biomimetic Mineralized organic–inorganic hybrid macrofiber with spider silk-like supertoughness. Adv. Funct. Mater. 30, 1908556 (2020).
Gao, H.-L. et al. Bioinspired hierarchical helical nanocomposite macrofibers based on bacterial cellulose nanofibers. Natl Sci. Rev. 7, 73–83 (2020).
Chu, C. K. et al. Chemical tuning of fibers drawn from extensible hyaluronic acid networks. J. Am. Chem. Soc. 142, 19715 (2020).
He, W. et al. A protein-like nanogel for spinning hierarchically structured artificial spider Silk. Adv. Mater. 34, 2201843 (2022).
Sun, J. et al. Artificial Spider Silk with Buckled Sheath by Nano-Pulley Combing. Adv. Mater. 35, 2212112 (2023).
Zhao, W. et al. Neuron-inspired sticky artificial spider silk for signal transmission. Adv. Mater. 35, 2300876 (2023).
Keten, S., Xu, Z., Ihle, B. & Buehler, M. J. Nanoconfinement controls stiffness, strength and mechanical toughness of β-sheet crystals in silk. Nat. Mater. 9, 359–367 (2010).
Omenetto, F. G. & Kaplan, D. L. New opportunities for an ancient material. Science 329, 528–531 (2010).
Kontturi, E. et al. Advanced materials through assembly of nanocelluloses. Adv. Mater. 30, 1703779 (2018).
Hua, M. et al. Strong tough hydrogels via the synergy of freeze-casting and salting out. Nature 590, 594–599 (2021).
Zhao, X. et al. Bioinspired ultra-stretchable and anti-freezing conductive hydrogel fibers with ordered and reversible polymer chain alignment. Nat. Commun. 9, 3579 (2018).
Liao, X. et al. High strength in combination with high toughness in robust and sustainable polymeric materials. Science 366, 1376–1379 (2019).
Matsuda, T., Kawakami, R., Namba, R., Nakajima, T. & Gong, J. P. Mechanoresponsive self-growing hydrogels inspired by muscle training. Science 363, 504–508 (2019).
Brown, C. P. et al. Rough fibrils provide a toughening mechanism in biological fibers. ACS Nano 6, 1961–1969 (2012).
Wang, Z. et al. Stretchable materials of high toughness and low hysteresis. PANS 116, 5967–5972 (2019).
Li, X. et al. Effect of mesoscale phase contrast on fatigue-delaying behavior of self-healing hydrogels. Sci. Adv. 7, eabe8210 (2021).
Ling, S., Kaplan, D. L. & Buehler, M. J. Nanofibrils in nature and materials engineering. Nat. Rev. Mater. 3, 1–15 (2018).
Mredha, M. T. I. et al. A facile method to fabricate anisotropic hydrogels with perfectly aligned hierarchical fibrous structures. Adv. Mater. 30, 1704937 (2018).
Sun, M. et al. Multifunctional tendon-mimetic hydrogels. Sci. Adv. 9, eade6973 (2023).
Giesa, T., Pugno, N. M., Wong, J. Y., Kaplan, D. L. & Buehler, M. J. What’s inside the box?–Length‐scales that govern fracture processes of polymer fibers. Adv. Mater. 26, 412–417 (2014).
Lin, S. et al. Nanofibril organization in silk fiber as inspiration for ductile and damage-tolerant fiber design. Adv. Fiber Mater. 1, 231–240 (2019).
Sørensen, B. E. A revised Michel-Lévy interference colour chart based on first-principles calculations. Eur. J. Mineral. 25, 5–10 (2013).
Ye, D. et al. Ultrahigh tough, super clear, and highly anisotropic nanofiber-structured regenerated cellulose films. ACS Nano 13, 4843–4853 (2019).
Zhang, W., Wu, B., Sun, S. & Wu, P. Skin-like mechanoresponsive self-healing ionic elastomer from supramolecular zwitterionic network. Nat. Commun. 12, 4082 (2021).
Chen, X. et al. Understanding the self-healing mechanism of polyurethane elastomer based on hydrogen bonding interactions through molecular dynamics simulation. Macromol. Theory Simul. 31, 2100051 (2022).
Bolintineanu, D. S., Stevens, M. J. & Frischknecht, A. L. Atomistic simulations predict a surprising variety of morphologies in precise ionomers. ACS Macro Lett. 2, 206–210 (2013).
Sampath, J. & Hall, L. M. Effect of neutralization on the structure and dynamics of model ionomer melts. Macromolecules 51, 626–637 (2018).
Zhou, X., Fang, S., Leng, X., Liu, Z. & Baughman, R. H. The power of fiber twist. Acc. Chem. Res. 54, 2624–2636 (2021).
Li, J. et al. Spider silk-inspired artificial fibers. Adv. Sci. 9, 2103965 (2022).
Chen, M., Cui, Y., Wang, Y. & Chang, C. Triple physically cross-linked hydrogel artificial muscles with high-stroke and high-work capacity. Chem. Eng. J. 453, 139893 (2023).
Kim, H. et al. Biomimetic Color Changing Anisotropic Soft Actuators with Integrated Metal Nanowire Percolation Network Transparent Heaters for Soft Robotics. Adv. Funct. Mater. 28, 1801847 (2018).
Lee, J. et al. A tlight-driven supramolecular nanowire actuator. Nanoscale 7, 6457–6461 (2015).
Lee, H. et al. Directional Shape Morphing Transparent Walking Soft Robot. Soft Rob. 6, 760–767 (2019).
Wang, R. et al. Tensile and torsional elastomer fiber artificial muscle by entropic elasticity with thermo-piezoresistive sensing of strain and rotation by a single electric signal. Mater. Horiz. 7, 3305–3315 (2020).
Agnarsson, I. et al. Supercontraction forces in spider dragline silk depend on hydration rate. Zoology 112, 325–331 (2009).
Acknowledgements
This work was supported by the National Key Research and Development Program of China (Grants Nos. 2022YFB3807103, 2022YFA1203304, and 2019YFE0119600), the National Natural Science Foundation of China (grants 52350120, 52090034, 52225306, 51973093, 51773094, and 22371300, Z.F.L. and X.Z.), Frontiers Science Center for Table Organic Matter, Nankai University (grant number 63181206. Z.F.L.), the Fundamental Research Funds for the Central Universities (grant 63171219. Z.F.L.), Lingyu Grant (2021-JCJQ-JJ-1064, Z.L.F.), and Beijing-Tianjin-Hebei Basic Research Cooperation Project (No. J230023, E.Z.L.). This work was also supported by the User Experiment Assist System of Shanghai Synchrotron Radiation Facility (SSRF) and Beijing Synchronization Radiation Facility (BSRF).
Author information
Authors and Affiliations
Contributions
Z. Liu, X. Zhou, M. Zhu, and W. He conceived the project. W. He, M. Wang, S. Liu, A. Khan, C. Li, D. Feng, Z. Su, L. Bao, G. Wang, E. Liu, Y. Zhu, J. Bai carried out the experiments, characterization, and data analyses. G. Mei contributed to theoretical simulation and calculation. All authors wrote the paper. All authors provided comments and agreed with the final form of the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Zhen Jiang and the other, anonymous, reviewers for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
He, W., Wang, M., Mei, G. et al. Establishing superfine nanofibrils for robust polyelectrolyte artificial spider silk and powerful artificial muscles. Nat Commun 15, 3485 (2024). https://doi.org/10.1038/s41467-024-47796-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-024-47796-2
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
